


High-Purity Synthetic Peptides
Pharmaceutical-grade synthetic peptides manufactured to the highest purity standards. Our comprehensive portfolio includes CU Peptide Series, NAD+, GTT, RT, TR, KLOW80, Vitamin B12 formulations, functional peptides, and research peptides. Each batch comes with complete COA, MSDS, and third-party testing documentation.
Products Portfolio

Specialized freeze-dried formulation ingredients and medical lyophilized materials. We offer customized solutions tailored to your specific requirements, with full OEM/ODM manufacturing support. Our lyophilization expertise ensures product stability, extended shelf life, and optimal reconstitution properties.
Pharmaceutical & Medical Raw Materials
Custom Synthesis
Reference Standards
Research-Grade Peptides

Manufacturing Excellence
We combine scientific precision with scalable industrial capacity to deliver high-purity biological raw materials tailored to international compliance standards.
High-Purity Peptide Synthesis
State-of-the-art solid-phase and liquid-phase synthesis achieving >99% purity for specialized applications.
Bulk Production Capability
Scalable manufacturing infrastructure supporting everything from milligram research samples to multi-kilogram commercial batches.
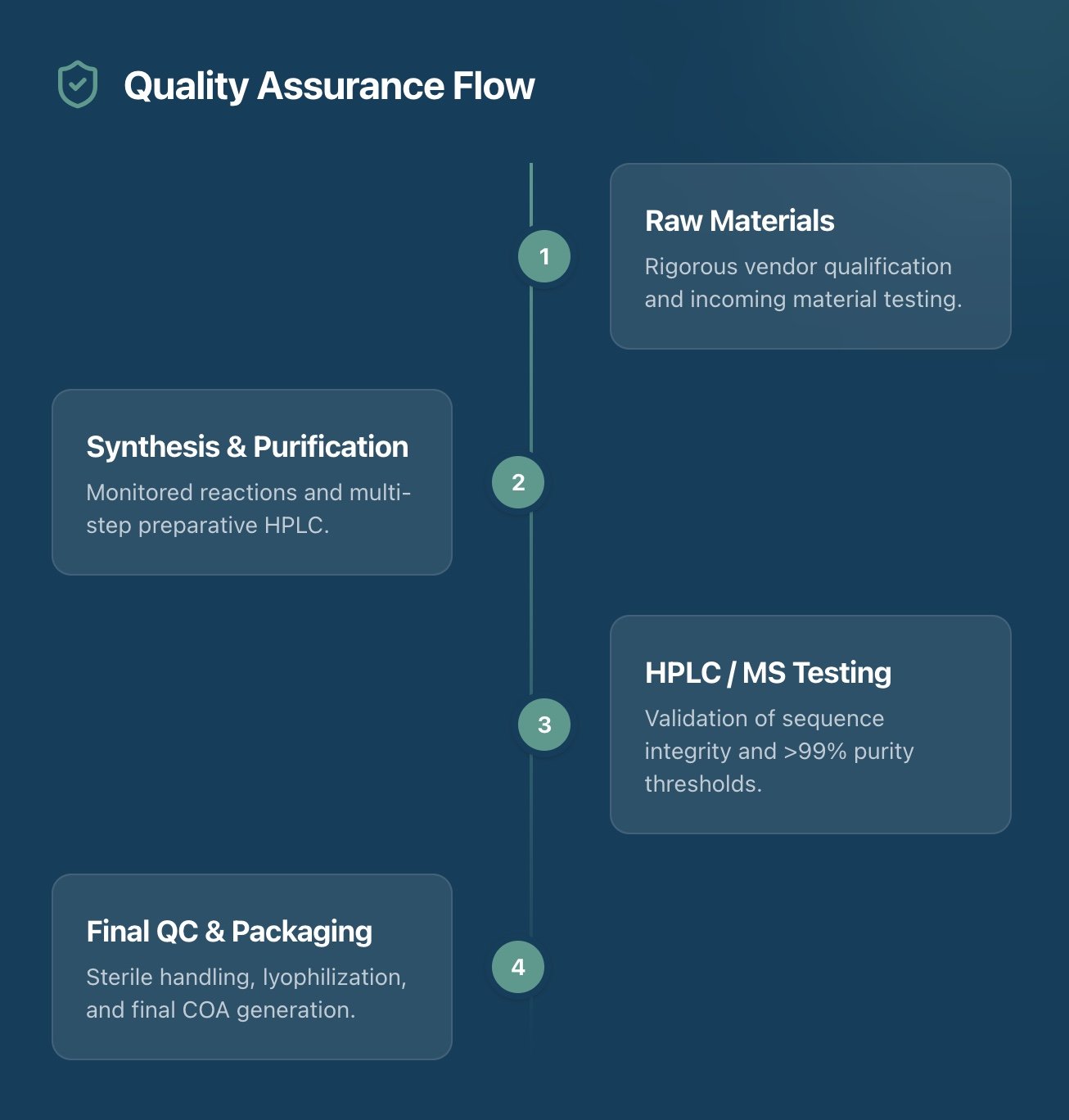
Advanced Laboratory Testing
In-house HPLC, MS, and comprehensive QC facilities ensuring batch-to-batch consistency and regulatory compliance.
OEM/Private Label Services
End-to-end custom formulation, lyophilization, and specialized packaging tailored to your brand's specifications.

Why Partner With Us?
Beyond simply supplying materials, we operate as an extension of your own manufacturing and research capabilities.
✅ Reliable long-term bulk supply
✅ Strict quality control & complete COAs
✅ Fast international logistics & clearance
✅ Professional B2B commercialization
✅ Complete OEM & Custom formulation flexibility
OEM & Private Label Services
Develop your proprietary product line with our end-to-end custom formulation, lyophilization, and commercial packaging capabilities. We provide the manufacturing backbone for leading health and biotech brands globally.
Industries We Support
Providing critical raw materials and customized compounds across the life sciences spectrum.
