About GPR Biotechnology
Building trust through scientific excellence and international trade expertise since 2018.
Our Story
Founded on December 6, 2018, Guangdong Peptide Research Biotechnology Ltd. emerged from a vision to bridge the gap between cutting-edge peptide research and global pharmaceutical manufacturing needs.
From our inception, we recognized that the pharmaceutical and biotech industries required more than just high-purity materials — they needed a reliable partner who understood both the science and the complexities of international trade.
Today, we serve pharmaceutical manufacturers, research institutions, and biotech companies across Europe, North America, South America, and beyond, providing not just products, but comprehensive solutions backed by scientific expertise and professional service.

Our Mission
Provide compliant, high-purity, stable biological raw materials with professional international trade services to pharmaceutical manufacturers, research institutions, and biotech companies worldwide.
Our Core Values
The principles that guide every decision and partnership at GPR Biotechnology.
Quality
Unwavering commitment to pharmaceutical-grade purity and comprehensive quality documentation for every product.
Reliability
Consistent product quality, stable manufacturing capacity, and dependable delivery timelines for global partners.
Compliance
Strict adherence to international regulatory standards and complete traceability throughout the supply chain.
Global Expertise
Professional international trade services with deep understanding of pharmaceutical and biotech market requirements.

Why Partner With Us?
Beyond simply supplying materials, we operate as an extension of your own manufacturing and research capabilities.
✅ Reliable long-term bulk supply
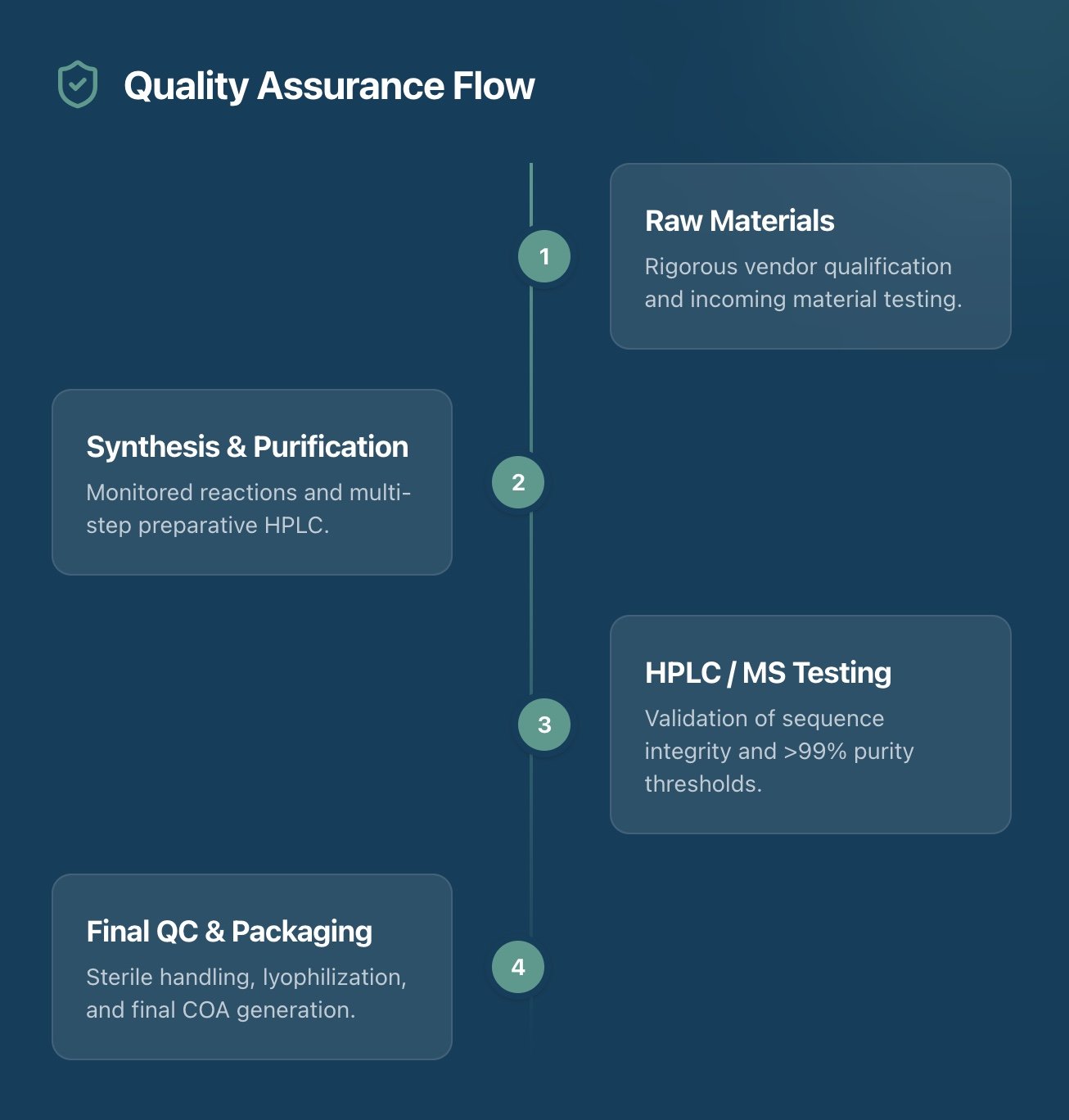
✅ Strict quality control & complete COAs
✅ Fast international logistics & clearance
✅ Professional B2B commercialization
✅ Complete OEM & Custom formulation flexibility